Information about the history of your BMW 2002 and Neue Klasse car. All that was and that you need to know. Submit an Article if you have something to share.
When the BMW board in August 1967 approved a hot-rod version of the 1600 by installing a 2-liter M10 engine into the 114 models, that decision planted the seed for BMW’s success in North America. After all, BMW was just another foreign car maker without any significant impact on sales in the US car market. We all know what came next.
The concept of a 2-liter M10 was not new in 1967; the BMW factory racing team in Germany had already raced the Neu Klasse (type 121) with a competitive 2-lite
It is imperative to use proper torque on all of the bolts on your car. For your convenience all the specs have been compiled technical manual and sorted as it would be in the BMW 2002 Service Repair Manual. Data is provided in Newton meters (Nm), meter kilopond (mkp), and pound foot (lb.ft). 1 Nm = 0.102 mkp = 0.738 lb.ft
Please, use a high quality torque wrench to achieve good results.
Part 1 | Part 2 | Part 3
Tried and tested on the roads of the world: Cars developed from experience by BMW
The clean lines of elegant, sporty styling.
The shape of experience.
These cars have a shape to match today's driving conditions.
Compact external dimensions.
Generous internal dimensions.
These cars have a distinct clean shape, which is reflected by factors such as safety and visibility.
Not without reason has the shape remained unaltered for years.
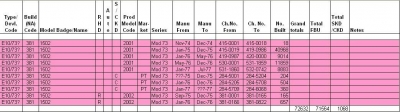
A History of BMW 02 Series Rear Panel Badging, Including Changes and Placement of Numbers, Letters, Script, Badges, Roundels, and Emblems for the Rear Panels of 1502, 1600-2, 1602, 1800, 1802, & 2002 BMW Sedans, & Touring Cars 1600, 2000, 2000tii, 1800, 1802, 2002, 2002tii, along with Baur Cabriolets and Other 02 Variants, 1966-77
Abstract
The authors researched the design and placement of rear panel (tail panel) identification letters and
In 1966, BMW was practically unknown in the US unless you were a touring motorcycle enthusiast or had seen an Isetta given away on a quiz show. BMW’s sales in the US that year were just 1253 cars. Then BMW 1600-2 came to America’s shores, tripling US sales to 4564 the following year, boosted by favorable articles in the Buff Books. Car and Driver called it “the best $2500 sedan anywhere.” Road & Track’s road test was equally enthusiastic. Then, BMW took a cue from American manufacturers,
The following 238 photographs are of the 1972 BMW 2002 Polaris with 4530KM from Oldenzaal Classics. The VIN is 3605457. The source of this article originates from the post by Swiss 2002Tii:
The back story of this car to be posted later.
Here are the first 40 pictures, the maximum number allowed per post, in the original downloaded resolution:
There's a great article on the genesis of the pump over at the tii register (1). I wanted to expand upon that with some of the early history to understand how the pump came about. Over the years, the pumps were branded with different names: Deckel, Schaefer, Kugelfischer & Bosch - it seems most of those companies were based in Bavaria, around Munich...but what started the ball rolling? Here I trace the history of technology and design and try to build the jigsaw of these different companies
BMW 02 series are like the original Volkswagen Beetles in one way (besides both being German classic cars)—throughout their long production, they all essentially look alike—at least to the uninitiated: small, boxy, rear-wheel drive, two-door sedan. Aficionados know better. Not only were there three other body styles—none, unfortunately, exported to the US—but there were some significant visual and mechanical changes over their eleven-year production run.
I’ve extracted t
Unveiling of the Neue Klasse
Unveiled in 1961, BMW 1500 sedan was a revolutionary concept at the outset of the '60s. No tail fins or chrome fountains. Instead, what you got was understated and elegant, in a modern sense, exciting to drive as nearly any sports car, and yet still comfortable for four.
The elegant little sedan was an instant sensation. In the 1500, BMW not only found the long-term solution to its dire business straits but, more importantly, created an entirely new
I have tried to 'make sense' of the scans of the '02turbo brochure for a few years, they always seem disjointed and pages disordered...recently I managed to obtain an original hardcopy and now I understand the problem...: back in '74 BMW thought it would be good & trendy to use a mixture of gate-fold and half-fold pages.... meaning some pages are A4 portrait, some pages A3 landscape, some pages 1.5A4 width and some pages half A4 extreme portrait... below 2 files, a traditional jumbled fixed
What’s this? A three-box tintop in SUPERCAR CLASSICS? Surely a 2.0litre saloon that’s tame to the point of timidity throughout much of its engine's rev range has no place here. Why, we were overtaken by a Sierra 1600 which caught us languishing off boost, the engine lagging lethargically as the turbo gathered momentum. This, a supercar?
Visually, it shapes up no better, this modest Bavarian brick. It is blocky, and so symmetrical, rear window mirroring the screen in size and rake, th
Europe’s first production turbo-car was BMW’s 1973 hot rod 2002.
Jeremy Walton describes the model and drives a pristine example of this prophetic machine
In June 1983 CLASSIC AND SPORTSCAR looked over the BMW 2002 range and remarked, ‘arguably the most important historically - and certainly the most exciting - variant is the turbo... Although harder, and more expensive, to keep in top mechanical condition than the ordinary examples, the turbo is a fascinating machine.’ N
This is a scanned copy of the 28th November 1969 article in the German 'Motor Rundschau' Magazine, road-testing the ETCC-winning turbocharged 2002 ...it's mostly machine-translation below, but you get the general feel of the article despite the clunky grammar. Original German attached as a pdf below.
We drove the BMW turbocharged car.
One would almost think that you have a completely standard car in front of you, only the wide tires and the glued headlights do not fit into the picture.
If you own a BMW 2002 and want to keep it running smoothly, you need a reliable repair manual. Our online BMW 2002 repair manual is the perfect resource for all your repair and maintenance needs. This comprehensive manual contains step-by-step instructions, detailed diagrams, and helpful tips to help you troubleshoot and repair any issues that arise.
Whether you're a professional mechanic or a DIY enthusiast, our BMW 2002 repair manual has everything you need to maintain and repair y
Blaupunkt Frankfurt
The Blaupunkt Frankfurt US was certainly the most common radio installed in U.S. '02's. This is a monaural unit. Other Blaupunkt models, especially the Frankfurt Stereo US, were also commonly employed. Intending no slight to other brands of radios installed in U.S. '02's -- Becker, Motorola, Grundig, etc. -- here's a summary of how to date and identify Blaupunkt radios of the era. Thanks This is borrowed from a thread commenced on September 3, 2013, entitled "Dating 2
Looking to learn about the origins of the BMW 2002? Delve into the fascinating history that led up to the development of this iconic vehicle. In this informative article, we explore the early beginnings of BMW and the various factors that ultimately shaped the design and engineering of the BMW 2002. Discover the influences of past models and the creative innovations that paved the way for this beloved car. Read on to deepen your understanding of the rich history that gave birth to the BMW 2002.
It is imperative to use proper torque on all of the bolts on your car. For your convenience all the specs have been compiled technical manual and sorted as it would be in the BMW 2002 Service Repair Manual. Data is provided in Newton meters (Nm), meter kilopond (mkp), and pound foot (lb.ft). 1 Nm = 0.102 mkp = 0.738 lb.ft
Please, use a high quality torque wrench to achieve good results.
Part 1 | Part 2 | Part 3
33 - Rear Axle
As soon as you hear that wail from the engine compartment you know the BMW 2002 Turbo is getting ready to catapult you forward with a rush quite out the class of your average sporty two-litre.
MEL NICHOLS describes how it feels . . .
IT’S SMALL AND BOXY and the shape is thoroughly familiar all over the world. But it attracts as much attention as a Lamborghini — its deep chin spoiler, fat wheel arches and bright tri-color stripes really must scream out to passers-by that this BMW
I've searched around and haven't seen a thread dedicated to the initial steps of resurrecting a 2002 that has been sitting/abandoned/undriven/unstarted for many years. (if there is such a thread, please link it here). There are the 100 tips which are helpful, but somewhat dated https://www.bmw2002faq.com/forums/topic/41562-light-reading-a-few-tips-myths-lies-truths-and-other-c/#comment-668762
For years we have seen new members appear with a car they've just bought and no exp
BMW North America Service Training Guide for the Kugelfischer mechanical fuel injection system, published February 1980
BMW_2002tii_Fuel_Injection_System.pdf
This is a searchable PDF
The factory Solex DIDTA 2 barrel carburetor tuning manual. Also includes Zenith INAT carburetors for E3 and E9 owners.
Correct carburetor overhaul and adjustment procedures are essential for proper operations of all so-equipped motor vehicles, as well as for the safety of the technician doing the work. This book provides general directions for servicing BMW carburetors using proven techniques.
The BMW Carburetor.pdf
Understanding the Open Rear Bulkhead Design Features Essential for the Application of Primer Coatings Using Anodic Electrophoretic Deposition on The Early BMW Neue Klasse Sedans and the BMW 02 Series
This article offers some explanations for specific design features of the 1960s and 1970s BMW Neue Klasse four-door sedans and 02 Series sedans. The features most closely scrutinized include the open design of the rear bulkheads in early Neue Klasse (NK) cars, triangular cutout holes in